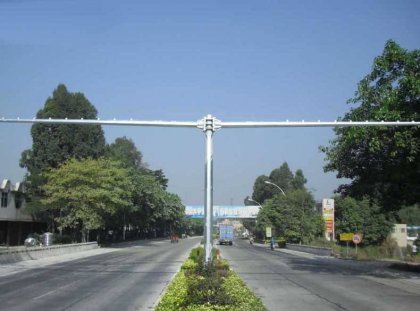
监控立杆焊后的处理与质检:
防腐协同
监控立杆焊接后需打磨去除焊渣毛刺,再进行整体热浸镀锌(锌层≥85μm)沿海地区建议增加监控立杆的钝化处理
监控立杆镀锌后喷塑前需检测焊缝区域,确保无锌瘤影响附着
监控立杆的质量检测
目视检查:监控立杆的焊缝均匀无气孔,杆体圆度误差≤0.5%
锤击测试:用0.5kg榔头轻击监控立杆的焊缝周边,无脱焊异响
煤油渗透:焊缝背部涂煤油,监控立杆正面无渗漏痕迹
监控立杆焊后的处理与质检:
防腐协同
监控立杆焊接后需打磨去除焊渣毛刺,再进行整体热浸镀锌(锌层≥85μm)沿海地区建议增加监控立杆的钝化处理
监控立杆镀锌后喷塑前需检测焊缝区域,确保无锌瘤影响附着
监控立杆的质量检测
目视检查:监控立杆的焊缝均匀无气孔,杆体圆度误差≤0.5%
锤击测试:用0.5kg榔头轻击监控立杆的焊缝周边,无脱焊异响
煤油渗透:焊缝背部涂煤油,监控立杆正面无渗漏痕迹



{kind=link}